

کمترین هزینه و بازدهی بالا
جوش بریزینگ پیچیده ترین و ناهموار ترین قطعات را با صرف کمترین هزینه و بالاترین دقت تولید می نماید که هزینه های شما را کاهش داده، نیازهای مشتریان را برطرف نموده و مزیت رقابتی شما را حفظ می نماید.

بالاترین کیفیت
گروه صنعتی سپاهان با استفاده از کوره های پیوسته دارای اتمسفر احیاکننده تمیزترین و درخشان ترین قطعات را با قوی ترین اتصالات با بالترین تولید می نماید.

سرعت تحویل سفارشات
سرعت در کنار دقت و کیفیت، مهم ترین پارامتر برای تولید می باشد. مجموعه ما به صورت فرآیندی منظم، سفارشات را تولید می نماید که این امر باعث می شود قطعات، در کمترین زمان ممکن و با بالاترین سرعت آماده شوند.


جوش بریزینگ سپاهان
جوش بریزینگ سپاهان
از ســـالـــیان متــــمادی با استـــفاده از تجربیات متخصصان و کارشناسان خود و با بهره مندی از دستــگاه ها، کوره ها و تجهیزات جدید همــسو با تکنولوژی روز دنیا، آمـاده ارائـــه انـــواع خدمات جــــوش بریزیــنـــگ بـــا استـــفاده از ایــن مکانــیزم ها می باشد:
کوره پیوسته تحت گاز احیاکننده
گرمایش القایی
گرمایش مقاومتی
جوش بریزینگ که بــرای جوشکاری انواع فلزات اعم از آهن، مس، فولاد و ... ، حتی فلزات غیرهمسان بدون اکسیدشدگی و سوختگی کاربرد دارد. مناسب ترین خـــدمات جوش در زمـــینه های زیر می باشد:

مشاهده برخی از خدمات ما
بریزینگ چیست ؟
بریزینگ چیست ؟
بریزینگ بهطورکلی به معنای اتصال دو فلز به یکدیگر با استفاده از ذوب فیلر متال (فلز پرکننده) است که نقطه ذوب پایینی دارد. فیلر متال همان نقش فلز لحیم در لحیمکاری را دارد با این تفاوت که دما در فرایند بریزینگ بیشتر از ۴۵۰ درجه سانتیگراد است؛
در این فرایند شما با ذوب کردن فلز لحیم از جنس قلع که نقطة ذوب پایینی دارد سعی در اتصال سیم به برد یا هر چیز دیگر را دارید. فرایند بریزینگ نیز مانند لحیمکاری است؛ اما تفاوتهای عمدهای در این خصوص وجود دارد.
اما در لحیمکاری کمتر از این مقدار است. تفاوت بین سه فرایند جوشکاری بریزینگ و لحیمکاری در جدول زیر نشاندادهشده. (نکته: به بریزینگ لحیمکاری سخت نیز گفته میشود.)
بریزینگ یا لحیم کاری سخت فرآیندی است که طی آن دو فلز با استفاده از یک فلز پرکننده(فیلر)،با نقطه ذوب بالاتر از 450 درجه سانتی گراد اما پایین تر از نقطه ذوب فلزات پایه، به هم متصل می شوند.فلز پرکننده پس از ذوب به وسیله خاصیت مویینگی در فضای بین دو فلز که قرار است به یکدیگر متصل شوند جریان می یابد.
بریزکاری از این نظر که طی آن فلزهای متصل شونده به یکدیگر به نقطه ذوب نمیرسند با فرایند جوشکاری متفاوت است و همچنین از این نظر که فرایند نسبت به لحیم کاری در دمای بالاتری صورت میپذیرد با لحیمکاری متفاوت بوده به علاوه در فرایند لحیمکاری سخت قطعات در حالت بسیار نزدیکتری نسبت به لحیم کاری در کنار هم قرار دارند.
این فرآیند میتواند برای اتصال قطعات با سطوح پیچیده و یا اتصال فلزات با خواص متفاوت مانند فولاد به مس، آلومینیوم به فولاد و غیره استفاده شود.لحیم کاری سخت از اهمیت ویژه ای برخوردار است زیرا به دلیل کیفیت و استحکام بالای اتصالات حاصل از این فرآیند، برای بسیاری از صنایع اساسی استفاده میشود، از جمله صنایع خودروسازی، هوا و فضا، الکترونیک و غیره.
برای یک بریزکاری خوب باید قطعات با فاصلهٔ بسیار کم نسبت به یکدیگر قرار گرفته باشند و همچنین فلزات پایه تمیز و فاقد اکسید باشند. برای رسیدن به بهترین میزان حرکت موئینگی پرکننده و همچنین بالاترین میزان استحکام لقی میان قطعات معمولاً بین ۰٫۰۳ تا ۰٫۰۸میلیمتر در نظر گرفته میشود.
دو روش مکانیکی و شیمیایی به منظور تمیزسازی سطح مورد نظر پیش از آغاز فرایند به کار میروند.در طی فرایند مکانیکی جهت تمیزسازی سطح باید به این نکته توجه داشت که زبری سطح از بین نرود چرا که موئینگی در سطوح زبر بهتر اتفاق میافتد.
مورد دیگری که باید در طی فرایند بریزکاری مد نظر قرار گیرد دمایی است که بریز در آن صورت میپذیرد، با افزایش دما، ذوب و حرکت پرکننده در میان دو فلز تسهیل میگردد. بهطور کلی دما باید بالاتر از دمای فلز پرکننده باشد اما فاکتورهای دیگری نیز باید توسط طراح برای انتخاب دما مد نظر قرار بگیرند. بهترین دما باید:
- کمترین تأثیر را بر روی مجموعه اسمبلی بگذارد
- کمترین آسیب را به فیکسچرهای یکه برای نگهداری قطعات به کار میروند وارد کند
- باعث به وجود آمدن ترکیب میان فلزات پایه نگردد.
لحیم کاری سخت یک فرایند تجاری کاملاً شناخته شده است که توانایی تولید اتصالات با استحکام بالا دارد. این فرایند با ارزش می تواند به صورت دستی یا اتوماتیک انجام شود و این به طراحی و اجراء فرایند ساخت بستگی دارد. با این فرآیند می توان به تولید انبوه دست یافت و علاوه بر این فلزات غیرمشابه را نیز به یکدیگر متصل کرد. محصولات بریزینگ شامل قطعات کوچک، بزرگ، نازک، ضخیم و حتی اتصالات نبشی است.
یکی از مزایای لحیم کاری سخت آن است که صرفه جویی قابل توجهی در فرایند تولید حاصل میشود. امروزه فرایندهای تولید انبوه مورد توجه بسیاری از تولیدکنندگان صنعتی است. لحیم کاری سخت اصولاً برای تولید انبوه و حتی مقادیر کم نیز استفاده می شود.

مواد پرکننده یا فیلرها
گسترهٔ بسیار گوناگونی از مواد پرکننده موجود میباشند که با توجه به نیاز مورد استفاده قرار میگیرند.در حالت کلی آلیاژهای مورد استفاده در بریزکاری از ترکیب سه یا بیشتر، فلز به منظور رسیدن به خاصیت مطلوب تشکیل میشوند.
برای موارد خاص، در مورد انتخاب آلیاژهای پرکننده بریز باید دقت نمود که خاصیت ترکنندگی بالایی داشته باشد، دمای ذوبی پایین تر از دمای ذوب فلزهای متصل شونده به یکدیگر داشته باشد، و همچنین جوابگوی شرایط مورد استفاده باشد.
آلیاژهای مورد استفاده به عنوان مواد پرکننده (فیلر) معمولاً یه صورتهای میله، نوار، پودر، سیم و غیر موجود می باشند.آلیاژ پرکننده ممکن است پیش از آغاز فرایند در محل مورد نیاز قرار داده شود مانند گرمادهی به وسیله کوره که در این حالت فرایند به صورت اتوماتیک صورت میپذیرد یا به صورت دستی در حین عملیات گرمادهی به محل مورد نظر تزریق گردد.
چند نوع رایج فلزات پرکننده
- مس
- مس-نقره
- مس-روی (برنج)
- طلا-نقره
- آلیاژهای نیکل
- و غیره
روش های متداول
لحیم کاری سخت با مشعل
لحیم کاری سخت به وسیله مشعل متداول ترین روش برای مکانیزه کردن این فرآیند می باشد. لحیم کاری سخت به وسیله سر مشعلی برای قطعات کوچک و خاص مناسب میباشد و در بسیاری از کشورهای دنیا متداول ترین روش میباشد.
لحیم کاری سخت به وسیله مشعل به طور کلی به سه حالت صورت میپذیرد: دستی، خودکار، ویا به صورت نیمه خودکار در این روش گرما به وسیلهٔ شعلهٔ گازی موجود در مشعل و در نزدیکی دو فاز متصل شونده به یکدیگر به کار اعمال می شود.
مشعل مورد استفاده یا به صورت دستی حرکت داده می شود یا بسته به میزان خودکارسازی فرایند می تواند توسط تجهیزات حرکت داده شود. به طور کلی بریزکاری به وسیله حرارت مشعل برای قطعات با حجم کم یا هندسه خاص به نحوی که دیگر فرایندها غیرممکن گردد مورد استفاده قرار می گیرد.
این روش دارای خطرات ایمنی بسیار جدی می باشد و همچنین گازهای از منابع فسیلی و دیگر مواد مضری که در این فرآیند آزاد میشوند، منجر به آسیب های جدی به محیط زیست می شوند.
لحیم کاری سخت کوره ای
بریزینگ کوره ای فرآیندی نیمه خودکار می باشد که با توجه به توانایی و قابلیت های آن در تولید انبوه به طور گسترده در صنعت مورد استفاده قرار می گیرد. فواید بسیار گرمادهی به وسیلهٔ کوره نسبت به سایر روش های گرما دهی باعث استفاده گسترده از این روش در تولید انبوه گردیده است.
مهم ترین فایده این روش امکان لحیم کاری سخت تعداد زیاد قطعات ریز می باشد که به صورت عادی یا با استفاده از فیکسچر در داخل کوره قرار گرفتهاند؛ همچنین عدم نیاز به اپراتور ماهر از دیگر مزایای این روش می باشد.
با این وجود این روش معایبی نیز دارد که می توان به مصرف زیاد انرژی، فضای بیشتر مورد نیاز و ملاحظات خاص در طراحی قطعات متصل شونده به یکدیگر را ذکر نمود.
لحیم کاری سخت القایی
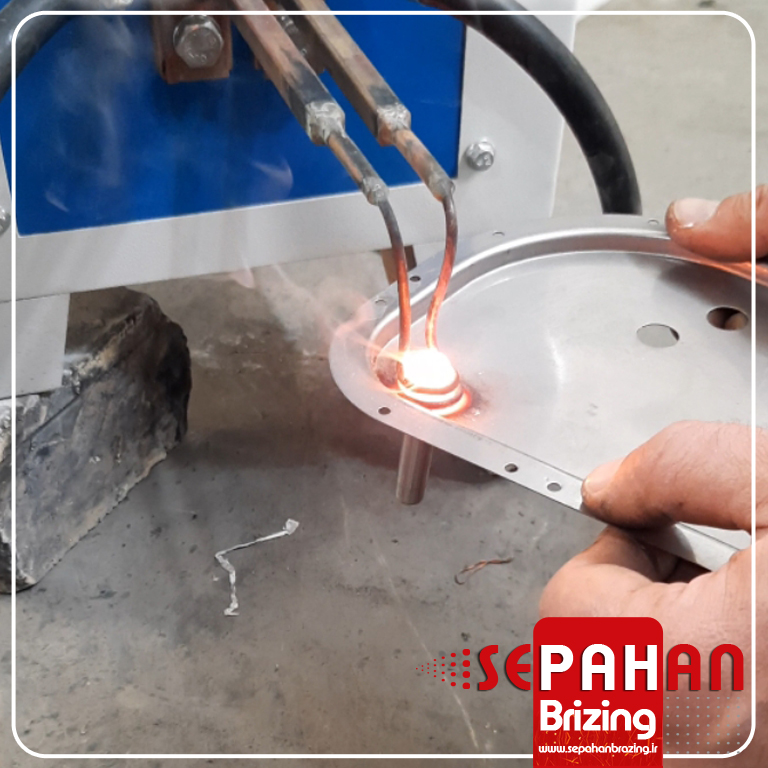
بریزینگ القایی (Induction Brazing) یک روش مؤثر و پرکاربرد در صنعت برای اتصال قطعات فلزی است. استفاده از این روش دارای مزایای زیادی است که آن را به یک گزینه جذاب تبدیل می کند.با استفاده از بریزینگ القایی، اتصالات یکنواخت و با کیفیت بالا ایجاد می شود که دارای استحکام و دوام بیشتری هستند.
بریزینگ القایی با استفاده از جریانهای الکتریکی با فرکانس بالا انجام می شود که به سرعت میتواند حرارت لازم را تولید کند و فرآیند اتصال را در زمان کمتری به پایان برساند.

در این روش، امکان کنترل دقیق دمای مورد نیاز وجود دارد که منجر به کاهش خطر آسیب دیدن قطعات میشود همچنین این روش به دلیل تمرکز حرارت در محل اتصال و کاهش اتلاف حرارت به محیط اطراف، از نظر انرژی کارآمدتر است و به دلیل عدم استفاده از شعله باز، محیط کاری در این روش تمیزتر و ایمن تر است.
این روش با وجود مزایای فراوان، معایبی نیز دارد که در برخی کاربردها و شرایط باید مد نظر قرار گیرند. برخی از این معایب عبارتند از: هزینه تجهیزات اولیه، محدودیت در اندازه و شکل قطعات، نیاز به تنظیمات دقیق.
لحیم کاری سخت مقاومتی
بریزینگ مقاومتی (Resistance Brazing) یکی از روشهای اتصال فلزات است که از طریق گرمای تولید شده به وسیلهی جریان الکتریکی، فلزات را به یکدیگر متصل میکند. این روش مشابه جوشکاری مقاومتی است، اما تفاوت عمدهای در دمای عملیاتی و نوع مواد پرکننده دارد.
وقتی دو قطعه فلزی با نقطه ذوب بالا مانند فولاد، استینلس استیل، مس و آلومینیوم باید به هم اتصال داده شوند، بریزینگ مقاومتی انتخاب مناسبی است. این روش به خوبی میتواند با مواد پایه با نقطه ذوب بالا سازگاری داشته باشد و اتصالات با استحکام بالا را فراهم آورد.
اگر نیاز به اتصال دقیق و کنترل شده از نظر موقعیت و شکل قطعات فلزی باشد، بریزینگ مقاومتی میتواند بهترین گزینه باشد. این فرایند قابلیت ایجاد اتصالات دقیق و متناسب با نیازهای طراحی را دارد و اتصالاتی را ارائه میدهد که میتوانند مقاومت خوبی در برابر خوردگی و شرایط محیطی سخت مانند دماهای بالا داشته باشند به شرط آنکه مواد پایه مناسبی انتخاب شود.این فرایند به طور کلی سریعتر از روشهای دیگر مانند بریزینگ القایی یا کورهای است و میتواند زمان زیادی را در اجرا صرفه جویی کند.برخلاف بریزینگ القایی که نیاز به فلوکس دارد، بریزینگ مقاومتی میتواند بدون اضافه کردن فلوکس انجام شود، که میتواند هزینه و زمان را کاهش دهد.
به عنوان خلاصه، انتخاب بریزینگ مقاومتی برای اتصالات فلزی به ویژه در صورتی مناسب است که نیاز به اتصالات با استحکام بالا، دقیق و مقاوم در برابر شرایط سخت محیطی باشد و همچنین در صورتی که سرعت اجرا و کارایی مهم باشد.
ما در شرکت ایده آرا از تمامی روش های ذکر شده برای ارائه خدمات بریزینگ به شما مشتریان عزیز استفاده می کنیم به جز روش لحیم کاری سخت با مشعل چرا که این روش تقریبا منسوخ شده و جایگزین بهتری برای آن وجود دارد. هم چنین آماده تجهیز کارخانجات شما با دستگاه های جوش بریزینگ القایی و مقاومتی هستیم. برای کسب اطلاعات بیشتر و مشاوره با ما در ارتباط باشید.
کاربرد ها
جوش بریزینگ یک فرآیند جوشکاری نوین است که به ویژه در صنایع مختلف به کار میرود، به ویژه در مواردی که جوشکاری سنتی ممکن نیست یا دشوار است. در زیر به برخی از کاربرد های اصلی جوش بریزینگ اشاره میکنیم:
صنایع خودروسازی:
- رادیاتورها و سیستم های حرارتی: بریزینگ در اتصال لوله ها و فین های رادیاتورها و سیستم های خنککننده خودرو ها به کار میرود. این فرآیند باعث ایجاد اتصالات محکم و بدون نشتی میشود.
- قطعات ترمز و سیستم های هیدرولیکی: در ساخت اتصالات مقاوم در برابر فشار برای سیستم های ترمز و هیدرولیکی، از جوش بریزینگ استفاده میشود.
صنایع هوافضا:
- اتصالات تیغه های توربین: بریزینگ برای اتصال قطعات حساس مانند تیغه های توربین موتورهای جت به کار میرود. این روش باعث افزایش عمر مفید قطعات و کاهش خرابی ها میشود.
- ساخت بدنه و ساختارهای پیچیده: در هواپیماها و فضاپیماها، بریزینگ به دلیل قابلیت ایجاد اتصالات قوی و سبک، بسیار مورد توجه است.
صنایع لوازم خانگی:
- سیستم های تهویه مطبوع و یخچالها: در ساخت مبدل های حرارتی، اپراتورها و کندانسورها از بریزینگ استفاده میشود. این اتصالات باید مقاومت بالا و عمر طولانی داشته باشند.
- اجاق ها و وسایل گرمایشی: بریزینگ در تولید مشعل ها و قطعات داخلی اجاق ها و دستگاه های گرمایشی استفاده میشود.
صنایع پزشکی:
- ساخت ابزارهای جراحی و تجهیزات پزشکی: بریزینگ در تولید ابزارهای جراحی مانند اسکالپل ها، فورسپس ها و قطعات تجهیزات پزشکی به کار میرود.
- ایمپلنت ها و پروتزها: در ساخت ایمپلنت ها و پروتزهای دندانی و ارتوپدی از بریزینگ برای ایجاد اتصالات مقاوم استفاده میشود.
این فرآیند به دلیل ویژگی های منحصر به فرد خود مانند کاهش حرارت و تغییر شکل در حداقل، میتواند در بسیاری از صنایع دیگر از جمله صنایع دریایی،ریلی،دفاعی و نظامی و جواهرسازی به کار گرفته شود تا کیفیت و عملکرد قطعات بهبود یابد و هزینه های تولید کاهش یابد.


انواع جوش بریزینگ
انواع جوش بریزینگ
تقسیمبندی عملیات جوش بریزینگ بر اساس نحوه حرارتدهی به شکلهای متفاوتی انجام میشود؛ اما بر اساس هندبوک جوشکاری بریزینگ و لحیمکاری ASM جلد ۶ بهصورت زیر قابلدستهبندی است.
بریزینگ شعله ای
در این روش از شعله گاز بهعنوان منبع گرمایی برای فرایند بربزینگ استفاده میکند. سوخت گازی با هوا یا اکسیژن مخلوط میشود تا شعلهای تولید شود. تا زمانی که مجموعه به دمای بربزینگ مناسب برسد، روی قطعه کار اعمال میشود. سپس، فلز پرکننده از پیش قرار داده شده ذوب میشود و اتصال انجام میشود.
بریزینگ با مشعل دستی روشی است که اغلب برای تعمیرات، کارهای بریزینگ منحصربهفرد و دورههای کوتاه تولید بهعنوان جایگزینی برای جوشکاری ذوبی استفاده میشود. هر مفصلی که توسط مشعل قابلدسترسی باشد و به دمای بریزینگ برسد (بهتنهایی توسط مشعل یا همراه با سیستم گرمایش کمکی) میتواند بهآسانی با این تکنیک بریزینگ شود.
هر وسیله تولید شعله را میتوان برای بریزینگ با مشعل استفاده کرد. تبدیل تورچ جوشکاری به بریزینگ فقط به تغییراتی در نازل نیاز دارد. روش بریزینگ با مشعل نسبتاً ساده است و افراد میتوانند در مدتزمان کوتاهی تسلط یابند. کسانی که قبلاً در جوشکاری با مشعل و لحیمکاری فلزات دیگر تجربه کردهاند، معمولاً در یادگیری بریزینگ با مشعل با مشکل کمی روبرو هستند.
بسته به دما و گرمای موردنیاز، میتوان از تمام مخلوطهای گاز تجاری برای سوخت مشعل استفاده کرد: اکسی استیلن، اکسی هیدروژن، گاز طبیعی اکسی استیلن و هوا، هیدروژن و هوا، پروپان، متان، و گاز طبیعی و هوا. اکسی استیلن و گاز طبیعی مخلوطهایی هستند که اغلب بهصورت تجاری استفاده میشوند و به ترتیب ترجیح داده میشوند. در این روش تنظیم شعله بسیار مهم است.
بهطورکلی باید شعله کمی کاهنده باشد تا سطوح قطعات از اکسیداسیون در امان بمانند.
ترکیب اکسی استیلن بالاترین دما را ایجاد میکند. گازهای دیگر خنکتر هستند و شعلههای آنها شدت نسبتاً کمتری دارند. بنابراین، استفاده از آنها آسانتر است.
بریزینگ مشعل دستی بهویژه در مجموعه هایی با بخش هایی با جرم نابرابر مفید است. مطابق با نرخ تولید، میتوان این فرایند را بهصورت مکانیزه و دستی انجام داد.

مزیت های روش شعله ای
بریزینگ با مشعل برای فلزات پایه مختلف و در اندازههای مختلف استفاده میشود. این فرایند مزایای بسیاری دارد، از جمله:
- انعطافپذیری از نظر فزایندی، در آن یک مشعل با چند نوک میتوان برای بریز کردن مجموعههای مختلف استفاده کرد.
- هزینه تجهیزات سرمایه پایین (بریزینگ مشعل دستی)
- کل قطعه نیازی به گرمکردن ندارد. اتصالات کوچک در مجموعههای بزرگ را میتوان بهصورت محلی گرم کرد
- اتوماسیون در بسیاری از موارد ممکن است
- اکثر فلزات پایه و ترکیبی از فلزات پایه را میتوان در صورت وجود فلاکس مناسب با مشعل بریزینگ کرد.
معایب روش شعله ای
- اکسیداسیون/تغییر رنگ میتواند روی سطوحی از مجموعه که با فلاکس پوشانده نشدهاند رخ دهد، زیرا فرایند در هوا انجام میشود
- پس از لحیمکاری، باقیماندههای فلاکس باید حذف شوند
- مواد بسیار واکنشپذیر، مانند تیتانیوم و زیرکونیوم، نمیتوانند با مشعل بریز شوند، زیرا فلاکس در دسترس نیست.
- به دلیل ماهیت موضعی گرمایش شعله، مجموعههای بزرگ ممکن است برای گرمکردن مشکل باشند.
کاربرد بریزینگ شعله ای
بریزینگ با مشعل معمولاً بر روی مس، برنج و سایر آلیاژهای مس و همچنین فولاد، فولاد ضدزنگ، آلومینیوم، کاربیدها و مواد مختلف مقاوم در برابر حرارت استفاده میشود. اکثر ترکیبات این مواد را میتوان با مشعل لحیمکاری کرد. استفاده از فلاکس با این مواد ضروری است، مگر اینکه از آلیاژ بریزینگ فسفر برای بریز قطعات مسی خالص استفاده شود.
در این مورد، فسفر بهعنوان فلاکس عمل میکند. فلزات پایه نقرهای با دمای پایین و فلزات پرکننده نقره/مس/فسفر معمولاً برای بریزینگ با مشعل استفاده میشوند. از دیگر فلزات پرکننده پایه مس و پایه طلا نیز میتوان در این فرایند استفاده کرد. بریزینگ با مشعل اغلب برای اتصال مجموعههای لوله مسی و فولادی برای صنایع گرمایش، تهویهمطبوع و تبرید استفاده میشود.
این فرایند همچنین معمولاً هنگام بریزینگ مبدلهای حرارتی، دوچرخه، مبلمان، ابزار کاربید، اجزای لولهکشی، مجموعههای فرعی خودرو، ابزار پزشکی و بسیاری از انواع قطعه کار دیگر استفاده میشود. طیف وسیعی از قطعات را میتوان با مشعل بریزینگ کرد، از جمله اتصالات کوچک برای قطعات جواهرات یا لولههایی با قطر بزرگ (75 میلیمتر یا 5 اینچ). این فرایند اتصالات محکم و ضد نشتی را بر روی طیف گستردهای از مواد پایه ایجاد میکند.
بریزینگ با کوره
بریزینگ کوره به دلیل هزینه تجهیزات نسبتاً کم، سازگاری کوره و امکان تولید با حجم بالا محبوبیت دارد. بریزینگ کوره یک فرایند کمهزینه نسبت به سایر فرایندها مانند بریزینگ با مشعل، بریزینگ القایی، یا بریزینگ حمام نمکی است.
عوامل ثانویه عبارتاند از الزامات ابزار، فلاکس، و نیازهای تمیزکردن است.
در این روش در محلی که قصد اتصال بین دو قطعه را داریم از فلز پرکننده استفاده کرده و با واردکردن کل قطعه به کوره شاهد ذوب فلز پرکننده و اتصال هستیم.
فرایند بریزینگ در کوره به دلیل کیفیت بالا و قابلیت تکرارپذیری در بسیاری از صنایع مورداستفاده قرار میگیرد. صنایع دستگاه خلاء، موتور جت و خودروسازی سه نمونه مهم استفاده از این روش هستند. در صنعت دستگاه وکیوم از لوله خلاء با پوششی از سرامیک آلومینا استفاده میشود که ماهیت آن ایجاب میکند که کل مجموعه گرم شود. کنترل نرخ گرمایش و سرمایش برای جلوگیری از ترک خوردگی سرامیک آلومینا بسیار مهم است.
کاربردهای دیگر بریزینگ در کوره را میتوان در صنعت موتور جت یافت، جایی که کیفیت اتصال بریزینگ شده و کنترل ابعادی مجموعه بریز شده بسیار مهم است. بریزینگ کوره خلاء رایج ترین سیستمی است که در تولید قطعات موتور جت استفاده میشود. صنعت خودروسازی از کوره تسمه ای پیوسته استفاده زیادی میکند، زیرا بهراحتی خودکار میشود و یک فرایند اتصال مقرون به صرفه و با تولید بالا برای قطعات ساخته شده از فولاد کربن، فولاد ضد زنگ و آلومینیوم است.
چهار نوع اصلی کوره استفاده میشود:
کوره بچ ـ پیوسته ـ ریتورت ـ خلاء
بریزینگ تحت خلاء
یکی از مهمترین خدمات بریزینگ شرکت عملیات حرارتی سهند خودرو بریزینگ تحت خلاء میباشد. بریزینگ تحت خلا به حجم زیادی از بریزینگ کوره در یک اتمسفر خلاء انجام میشود که از اکسیدشدن در طول چرخه گرمایش جلوگیری میکند و نیاز به فلاکس را از بین میبرد.
لحیمکاری خلاء کاربرد گستردهای در زمینههای هوافضا و هستهای پیدا کرده است، جایی که فلزات فعال به هم متصل میشوند یا در جایی که فلاکس بهدامافتاده مطلوب نیستند. لحیمکاری خلاء امکان انتخاب گستردهای از فلزات پرکننده بریزینگ را بهاندازه بریزینگ اتمسفر نمیدهد. در بیشتر موارد، کورههای خلاء توسط المنتهای مقاومت الکتریکی به اشکال مختلف گرم میشوند.
بریزینگ القایی
در این روش از یک کویل القایی استفاده میشود که با عبور جریان الکتریکی از کویل مسی باعث القای جربان میشود در اثر عبور جریان الکتریکی از قطعه کار شاهد ذوبشدن فیلر متال و اتصال میباشیم. این روشی است که در آن میتوان بسیاری از متغیرها را بهراحتی کنترل کرد تا از تکرارپذیری فرایند اطمینان حاصل شود و یک اتصال باکیفیت بالا تضمین شود.
دمای بریزینگ و مدتزمان فرایند، و همچنین نرخ گرمایش و سرمایش، قابلکنترل و نظارت است. علاوه بر این، دمای بریزینگ را میتوان بهراحتی تنظیم کرد. هنگامی که تمام مراحل بریزینگ به خوبی تثبیت شده باشد، اپراتورهای نسبتاً غیر ماهر میتوانند عملیات تولید روتین را انجام دهند. فقدان گیرافتادن فلاکس، به انعطاف پذیری فرایندی بیشتر در طراحی مفصل اجازه میدهد.
تمیز کردن قسمت بریز شده و کوره پس از بریزینگ در این ضروری روش نیست. ازآنجاییکه کل مجموعه گرم میشود، اعوجاج قطعات را میتوان به حداقل رساند یا از بین برد. بیش از یک اتصال در هر قطعه کار میتواند در یک سیکل بریزینگ شود. چندین مجموعه مختلف که به شرایط بریزینگ یکسان نیاز دارند نیز میتوانند به طور همزمان بریز شوند.
انواع مختلفی از منابع با فرکانس بالا برای تأمین جریان الکتریکی سیمپیچهای القایی وجود دارد که هر کدام دارای محدوده متفاوتی هستند.

فرکانسها
- موتور ژنراتور (5 تا 10 کیلوهرتز)
- اسیلاتورهای SPARK-GAP (20 تا 30 کیلوهرتز)
- اسیلاتورهای لوله خلاء (20 تا 5000 کیلوهرتز)
- (HZ متغیر) منابع تغذیه حالت جامد
فرکانس منبع تغذیه نوع گرمایی که در قطعه القا میشود را تعیین میکند:
منابع با فرکانس بالا گرمای پوستی ایجاد میکنند، درحالیکه منابع با فرکانس پایین گرما را در مناطق ضخیم تر ایجاد میکنند. گرمای لحیمکاری معمولاً در عرض 10 تا 60 ثانیه ایجاد میشود.
لحیمکاری القایی برای تولید انبوه مناسب است. در این نوع از بریزینگ فلزات پرکننده معمولاً از قبل در محل اتصال قرار میگیرد و بریزینگ را میتوان در هوا با استفاده از یک فلاکس، در اتمسفر بی اثر یا در اتمسفر خلاء انجام داد.
سرعت گرمایش سریع موجود با گرمایش القایی یک مزیت عمده در هنگام استفاده از فلزات پرکننده بریزینگ است که تمایل به تبخیر یا جدا شدن دارند.
بریزینگ مقاومتی
بریزینگ مقاومتی بیشترین کاربرد را برای اتصالات نسبتاً ساده در فلزاتی دارد که رسانایی الکتریکی بالایی دارند. در این فرایند، قطعات بهصورت موضعی گرم میشوند. فلز پرکننده بریزینگ که از قبل بین قطعات قرار میگیرد، توسط گرمای حاصل از مقاومت آن در برابر جریان الکتریکی از طریق الکترودها و قطعه کار ذوب میشود.
معمولاً جریان مورداستفاده در این روش Ac است. محل اتصال، بخشی از یک مدار الکتریکی میشود و گرمای بریزینگ توسط مقاومت در اتصال ایجاد میشود. تجهیزات همان تجهیزاتی است که برای جوشکاری مقاومتی استفاده میشود و فشار موردنیاز برای برقراری تماس الکتریکی در سراسر اتصال معمولاً از طریق الکترودها اعمال میشود.
فشار الکترود نیز بهعنوان وسیلهای معمول برای ایجاد تناسب محکم موردنیاز برای رفتار مویینگی در ناحیه اتصال است. اجزای سازنده معمولاً بین الکترودهای مس یا گرافیت نگه داشته میشوند. فلاکس مورداستفاده باید رسانا باشد. به طور معمول، فلاکس ها وقتی سرد و خشک هستند عایق هستند، اما وقتی مذاب هستند رسانا میشوند
دیپ بریزینگ
روش بریزینگ غوطهور معمولاً به دلیل گرمایش یکنواخت اعوجاج کمتری نسبت به بریزینگ مشعل ایجاد میکند. بااینحال، ممکن است به ابزار نسبتاً پیچیده نیاز داشته باشد و بنابراین بهترین استفاده را در تولید متوسط تا بالا دارد. این فرایند بهویژه برای قطعات کوچک تا متوسط با مفاصل پنهان متعدد مناسب است. DIP BRAZING (DB) یکی از قدیمیترین فرایندهای بریزینگ است.
موادی که باید به هم متصل شوند در یک مایع داغ غوطهور میشوند که یا یک فلاکس مذاب یا یک فلز پرکننده مذاب است که معمولاً حاوی یکلایه فلاکس برای جلوگیری از اکسیداسیون است. لحیمکاری غوطهور عمدتاً به دلیل توانایی آن در گرمکردن یکنواخت قطعاتی که دارای طیف وسیعی از ضخامت هستند استفاده میشود.
این فرایند در مقایسه با روشهای دیگر تجهیزات و فرایندهای پیچیده بریزینگ سادهتر است. اشکال فرایند این است که همه چیز را با فلاکس یا آلیاژ برنج میپوشاند. فلاکس میتواند برای وسایل و سازهها و تجهیزات فلزی اطراف خورنده باشد.
عملیات حرارتیهای بریزینگ بر روی قطعاتی مانند:
بریزینگ فولادهای زنگنزن
بریزینگ آلیاژهای فولاد ضدزنگ دشوار نیست، اما آن دسته از آلیاژهایی که حاوی تیتانیوم یا آلومینیوم نیز هستند به اقدامات احتیاطی بیشتری نیاز دارند تا از اکسیدشدن آلیاژ در طول سیکل بریزینگ جلوگیری شود. هنگامی که فولادهای زنگنزن استاندارد کار شده بریزینگ شوند، میتوان نتایج عالی به دست آورد. بریز پذیری و جوشپذیری این فولادها با ترکیب متفاوت است. کیفیت اتصالات لحیمکاری شده به انتخاب فرایند بریزینگ، دمای فرایند، فلز پرکننده و نوع اتمسفر محافظ یا شار مورداستفاده بستگی دارد. این انتخابها باید با عملکرد مورد نظر اقلام بریز شده سازگار باشد.
بریزینگ قطعات مسی و آلیاژهای مس
مس، آلیاژهای مس و فلزات گرانبها احتمالاً راحتترین فلزات موجود هستند که بریزینگ میشوند. طیف وسیعی از فلزات پرکننده بریزینگ برای اتصال مس، آلیاژ مس و فلزات گرانبهای مختلف تولید شده استفاده میشود. انتخاب فرایند بریزینگ و فلز پرکننده به ترکیب آلیاژ یا مواد، شکل و ابعاد قطعاتی که باید به هم متصل شوند و کاربرد موردنظر بستگی دارد. طلا، نقره و فلزات گروه پلاتین به دلیل مقاومت در برابر اکسیداسیون در دماهای بالا بهخوبی شناخته شدهاند. این ویژگی نهتنها فلزات گرانبها را در کاربردهای صنعتی و پزشکی مطلوب میکند، بلکه به افزایش بریزینگ اجزای ساخته شده از آنها کمک میکند.
بریزینگ آلومینیوم
آلومینیوم یک ماده بیس متال معمولی برای بریزینگ است. بهراحتی با اکثر روشهای ساخت؛ مانند ماشینکاری، شکلدهی ساخته میشود. اگرچه اکثر فرایندهای بریزینگ قابلاجرا هستند، استفاده از آلومینیوم نیاز به توجه بیشتری دارد.
این فلز از دو جهت با بیشتر فلزات متفاوت است: هر زمان که یکشکل واکنشپذیر از اکسیژن مانند هوا یا آب وجود داشته باشد، بهسرعت پوشش اکسیدی مقاوم خود را اصلاح میکند و همیشه در دمای نزدیک به نقطه ذوب آن بریزینگ انجام میشود.
عامل دوم استحکام را به خطر میاندازد (از نظر شکل نگهداشتن در حین بریزینگ) و تمایل دارد تا سرعت واکنش آلیاژ بریزینگ با فلز پایه را افزایش دهد. نتیجه خالص این است که زمان در این روش بحرانی است و نیروهای ثابت باید کنترل شوند.
بریزینگ آلومینیوم یک فرآیند متداول در صنعت است. این فلز به روش های مختلفی مانند ماشین کاری، فرمینگ و استمپینگ تولید می گردد. اگر چه فرآیند های بریزینگ روی اکثر آلیاژها قابل اجرا است، در مورد آلومینیوم می بایست توجه بیشتری لحاظ نمود.
این فلز از دوجهت نسبت به فلزات دیگر تفاوت دارد:
- اکسید سطحی موجود در آن که به سرعت قابل تشکیل است( در اتمسفر هایی که حاوی اکسیژن باشند مثل آب و هوا).
- عامل دوم نزدیک بودن دمای بریزینگ آلومینیوم به نقطه ذوب آن است که موضوع حفظ استحکام و دقت ابعادی آلیاژهای آلومینیوم را پس از فرآیند بریزینگ، با چالش مواجه می نماید. بنابراین نتیجه کلی که می توان گرفت این است که سرعت انجام فرآیند بریزینگ آلومینیوم و آلیاژ های آن از اهمیت ویژه ای برخوردار بوده و فشار وارده از طرف فیکسچر ها بر قطعه، می بایست بسیار کنترل شده باشد.
تعداد و ابعاد قطعاتی که می بایست به هم متصل گردند، سرعت فرآیند و سرعت تولید محصول، همگی از عواملی هستند که در انتخاب منبع حرارتی تاثیر دارند. عوامل دیگری که در انتخاب منبع حرارتی موثرند عبارتند از گرادیان حرارتی، سرعت خنک کاری بیرونی و درونی قطعات و سرعت گرمایش بطوریکه این عوامل با تعویض منبع حرارتی به شدت تغییر می کنند.

فرآیند بریزینگ
فرآیند بریزینگ در دمای بالاتری (نسبت به لحیم کاری) انجام می پذیرد ولی اصول اولیه آن ها بخصوص از لحاظ متالورژیکی و شیمی سطح مشابه است. این فرآیند در زمینه های مختلفی ازصنعت از جمله الکترونیک، هوافضا، پلمب کاری و…. مورد استفاده قرار می گیرد.
بسیاری از محصولات بوسیله متصل کردن دو یا چند قطعه به یکدیگر تولید می گردند به گونه ای که نهایتا محصول شبیه یک قطعه یکپارچه به نظر می رسد.
بطور کلی روشهای اتصال می تواند موقت مثل پیچ و مهره کردن، یا دایمی باشد. از این منظر بریزینگ جزو روشهای اتصال دایمی است که در آن فلزپایه ذوب نمی شود، اعوجاج و پیچیدگی کمتر از جوشکاری بوده و نوع اتصال بسیار ظریف و زیبا است.
قبل از ابداع فرآیند بریزینگ، در مواردی صنعتگران نیاز به سازه هایی پیدا می کردند که به دلیل پیجیدگی بسیار زیاد، ساخت آنها عملا غیر ممکن بود. تا اینکه به این فکر افتادند که با قرار دادن یک فیلر متال بین دوقطعه و ذوب کردن آن با اعمال حرارت، آنها را به یکدیگرمتصل کنند.
بر اثر تجربه، این صنعتگران بزودی فهمیدند که برای بدست آوردن یک اتصال محکم و بی عیب، می بایست سطوح قطعات و همچنین فیلر متال عاری از هرگونه اکسید و آلودگی باشد. همچنین متوجه شدند که لزوما هرفیلر متال خاصی، به سطح تمامی آلیاژهای صنعتی چسبندگی ندارد. ضمنا فیلر متال می بایست نسبت به فلزات پایه، نقطه ذوب پایین تری داشته باشد.
همچنان که صنعت بریزینگ به رشد خود ادامه می داد فیلر متال های با نقطه ذوب پایین تر نیز توسعه یافتند. فیلرهای ابتدایی شامل سرب و قلع بوده و سپس نقره و مس-آرسنیک نیز ارایه شدند. بگونه ای که همگی به راحتی قابل تهیه بوده و آخری از مزیت پایین بودن نقطه ذوب نیز برخوردار بود.
بعدها از آلیاژ برنج نیز استفاده شد. این آلیاژ خصوصا جای خود را در اتصال مس، نقره و فولاد باز نمودو رسیدن به این جایگاه به دلیل استحکام بالا و تاب آوری در دمای بالا بود.
به تدریج نقره سازان به منظور زیبایی، علاقه مند شدند، فیلر متالی تهیه کنندکه جلای نقره ای داشته باشد و به این منظور با ذوب کردن، برنج و نقره را ممزوج کرده و توانستند فیلر متالی درست کنند که علاوه بر زیبایی، از نقطه ذوب پایین تر و چسبندگی و مقاومت به خوردگی بالاتری نیز برخوردار بود. بنابراین با ترکیبات بیشماری که از مس، نقره و روی بدست می آمد، انواع فیلرمتال ها ساخته شد و این آلیاژها تا نسلها به عنوان تنها فیلر متال در بریزینگ مورد استفاده قرار گرفت.
بدین ترتیب اتصالاتی قوی، آب بند و دقیق، به صورت سریع و اقتصادی انجام می شد. علاوه بر آن اتصالاتی پیچیده و دارای سطوح غیر قابل دسترس که توسط دیگر متدها قابل انجام نبودند نیز توسط بریزینگ انجام شد. این اتصالات شامل اتصال قطعات با شکل پیچیده، مقاطع ضخیم به نازک، قطعات باجنس متفاوت و همچنین روش تولید متفاوت بودند. به عنوان مثال در این روش فلز باضخامت 0.01mm را می توان به فلزی با ضخامت 150mm به خوبی متصل کرد.
اتصالات بریزینگ
اتصالات بریزینگ از استحکام بالایی برخوردارند. به گونه ای که به دلیل پیوند های بین فلزی بوجود آمده استحکام ناحیه بریز شده می تواند برابر یا حتی بالاتراز استحکام فلزات پایه نیز باشد. همچنین شکل محدبی که فیلر متال در گوشه ها به خود می گیرد سبب افزایش مقاومت در برابر خستگی می گرد.
بریزینگ محدودیت هایی نیز دارد. ازجمله آنکه اتصال بریزینگ یک اتصال هموژن نیست بلکه هتروژن است. زیرا از فازهای مختلفی که خصوصیات فیزیکی و شیمیایی متفاوتی دارند تشکیل شده است.
همچنین در صورت عدم دقت در عملیات حرارتی،امتزاج حاصل از نفوذ فیلر متال و فلز پایه و تشکیل محلولهای جامد غیر هموژن، می تواند سبب بروز خواص متالورژیکی نسبتا ضعیفی دراین محلها گردد.
فرآیند بریزینگ امروزه از جایگاه ویژه ای در صنعت برخورداراست. علی الخصوص بسیاری ازصنایع مدرن که در سطح بالایی از فناوری قرار دارند، وابسته به بریزینگ هستند. به عنوان مثال این تکنیک در صنایع هوایی ، صنایع الکترونیک، ماشین ابزار های پیشرفته، نیروگاههای تولید برق، فضاپیماها و هرجایی که به دلایل اختلاف جنس، اختلاف ضخامت ، حساسیت و خواص ویژه و…..امکان اتصال قطعات به روشهای دیگر وجودنداشته باشد، مورد استفاده قرار می گیرد.
لذا برای انجام موفق عملیات بریزینگ می بایست از تجهیزات مناسب مثل کوره های دقیق تحت خلا و متخصصان باتجربه و دانش کافی و همچنین مواد مصرفی با کیفیت استفاده نمود.
فلز پایه
آلیاژهای کار شده غیر قابل عملیات حرارتی، که عموما در بریزینگ مورد استفاده قرار می گیرند و بهترین نتایج بریزینگ را دارا بوده اند، شامل گروه های 1xxx و 3xxx و آلیاژهای کم منیزیم گروه 5xxx هستند.

بریزینگ کوره ای
بریزینگ کوره ای
بریزینگ کوره ای (Furnace Brazing) یک فرآیند بریزینگ است که در آن اجزای مونتاژ شده با فلز فیلر از پیش قرار داده شده، در یک کوره به یکدیگر متصل می شوند. کوره، با اتمسفر گازی پاکسازی شده یا هوا از آن تخلیه می شود تا فشار جزئی مشخصی از هوا ایجاد شود.
سپس کوره تا دمایی بالاتر از نقطه ذوب فلز فیلر بریزینگ، اما پایین تر از نقطه ذوب فلزات پایه گرم می شود. اتصالات حاصل سپس با استفاده از روش های مناسب سرد یا کوئنچ می شوند تا تغییر شکل به حداقل برسد و ویژگی های مورد نیاز در فیلر و مواد پایه ایجاد شود. این چرخه برای ذوب و جامد شدن فلز فیلر بریزینگ طراحی شده است تا اجزا بدون ذوب شدن یا آسیب دیدن فلزات پایه به یکدیگر متصل شوند.
بریزینگ کوره ای دو مزیت را ارائه می دهد. اول، این روش از یک جو محافظ بریزینگ استفاده می کند که گازهای خالص یا خلاء را جایگزین فلاکس های معدنی می کند. دوم، این امکان را فراهم می کند که هر مرحله از چرخه های گرم کردن و سرد کردن با ابزارهای کامپیوتری کنترل و ثبت شود. این ویژگی باعث شده است که چرخه بریزینگ تکرارپذیر باشد و تولید انبوه با کیفیت بالا و هزینه های کاهش یافته امکان پذیر شود.
مزایای بریزینگ کوره ای
دلایل متعددی وجود دارد که باعث می شود بریزینگ کوره ای نسبت به سایر روش های بریزینگ ترجیح داده شود. این دلایل عبارتند از:
- این فرآیند به شدت قابل تکرار بوده و قادر به تولید با کیفیت بالا می باشد.
- این یک فرآیند نیمه اتوماتیک است که به دلیل قابلیت انطباق با تولید انبوه استفاده می شود.
- استفاده از نیروی کار نیمه ماهر عملی و مقرون به صرفه است.
- مزیت اصلی این روش، سهولت در تولید تعداد زیادی قطعه در هر ساعت است.
- قطعات به صورت یکنواخت تحت کنترل دقیق فرآیند حرارت می بینند.
- اتصال همزمان چندین محل بریزینگ معمول است.
- قطعاتی که قرار است بریز شوند می توانند بدون نیاز به فیکسچر برای تراز خودکار طراحی شوند.
- فلز پرکننده بریز می تواند از قبل در تماس با محل های بریزینگ قرار گیرد.
- یک چرخه حرارتی کنترل شده موجب به حداقل رساندن یا حذف تاب خوردگی می شود.
- نیازی به عملیات تمیزکاری پس از بریزینگ نیست.
این ویژگی ها بریزینگ کوره ای را به یک روش کارآمد و اقتصادی برای تولید انبوه قطعات با کیفیت بالا تبدیل می کنند.
اصول بریزینگ کوره ای
فرآیند و مراحل بریزینگ کوره ای
آماده سازی قطعات
ابتدا باید قطعات مورد نظر به خوبی تمیز شوند تا از هرگونه زنگ زدگی، روغن، کثیفی و سایر آلودگی ها پاک شوند. این تمیزکاری معمولاً شامل شست و شو، سندبلاست، یا استفاده از مواد شیمیایی مخصوص است. در برخی موارد، ممکن است نیاز به اعمال لایه های محافظ مانند فلوکس (Flux) باشد که به بهبود جریان فلز پرکننده و جلوگیری از اکسیداسیون کمک می کند.
انتخاب و آمادهسازی فلز پرکننده
فلز پرکننده باید با توجه به نوع فلزات پایه و کاربرد نهایی انتخاب شود. معمولاً فلزات پرکننده از آلیاژهای برنز، نقره، یا آلومینیوم هستند. فلز پرکننده ممکن است به صورت سیم، ورق، یا پودر باشد. بسته به نیاز، باید به صورت مناسب در جای خود قرار گیرد.
قرار دادن قطعات در کوره
قطعات باید به طور صحیح درون کوره چیده شوند. اگر فلوکس استفاده می شود، باید به درستی در نقاط اتصال قرار گیرد. دما و زمان لازم برای فرآیند باید به دقت تنظیم شود. تنظیمات کوره شامل دما، زمان و محیط کوره (هوا یا گاز محافظ) است.
حرارت دهی
کوره باید به تدریج دما را افزایش دهد تا به نقطه ذوب فلز پرکننده برسد. این مرحله باید به طور یکنواخت انجام شود تا از ایجاد تنش های حرارتی جلوگیری شود. پس از رسیدن به دمای مناسب، باید برای مدت زمان مشخصی این دما حفظ شود تا فلز پرکننده به خوبی درزها را پر کند و اتصال مطلوبی ایجاد شود.
خنک کردن
پس از پایان فرآیند حرارت دهی، قطعات باید به تدریج و به آرامی خنک شوند. این خنک سازی باید کنترل شده باشد تا از ایجاد ترک و تنشهای حرارتی جلوگیری شود. پس از خنک شدن، باید بررسی های لازم برای اطمینان از کیفیت اتصال انجام شود. این بررسی ها ممکن است شامل بازرسی های بصری، تست های مکانیکی یا آزمایش های غیر مخرب باشد.
پرداخت و پایان کاری
هرگونه باقی مانده از فلوکس، زنگ زدگی، یا آلودگی باید تمیز شود. در صورت نیاز، سطح اتصال ممکن است نیاز به پرداخت یا صیقل داشته باشد تا ظاهر نهایی و ویژگی های عملکردی بهینه شود.
با اجرای صحیح این مراحل، می توان به یک اتصال بریزینگ کوره ای با کیفیت و پایدار دست یافت که برای کاربرد های مختلف صنعتی مناسب است.

در فرآیند بریزینگ کوره ای، انتخاب مواد مناسب برای فلزات پایه و فلزات پرکننده (فیلرها) از اهمیت بالایی برخوردار است. این انتخاب تأثیر مستقیم بر کیفیت و ویژگی های نهایی اتصال دارد. در اینجا مواد متداول و ویژگی های آن ها را بررسی می کنیم.
فلزات پرکننده (فیلرها)
فلزات پرکننده در بریزینگ کوره ای به منظور پر کردن شکاف ها و ایجاد اتصال قوی و پایدار استفاده می شوند. برخی از متداول ترین فلزات پرکننده عبارتند از: آلیاژ های برنز، آلیاژ های نقره، آلیاژ های آلمینیوم، آلیاژ های مس-فسفر، آلیاژ های قلع.
فلزات پایه
فلزات پایه در بریزینگ کوره ای معمولاً شامل فلزات و آلیاژهای زیر است: آهن(فولاد)، آلومینیوم، مس، استیل ضد زنگ.
فلزات پرکننده باید با فلزات پایه تطابق خوبی داشته باشند تا از ایجاد مشکلاتی مانند ترک و عدم چسبندگی جلوگیری شود. انتخاب فلزات پایه و پرکننده باید بر اساس شرایط عملیاتی نهایی و خواص مورد نیاز اتصال انجام شود.
با انتخاب مواد مناسب و رعایت اصول صحیح فرآیند، می توان اتصالات قوی و پایدار در بریزینگ کوره ای ایجاد کرد.
شرایط دما و فشار در بریزینگ کوره ای
دما
دما در بریزینگ کوره ای باید به دقت کنترل شود. این دما به نوع فلزات پایه و فلز پرکننده (فیلر) و همچنین نیازهای فرآیند بستگی دارد.
فلزات پرکننده معمولاً باید به دما هایی در محدوده ۸۰۰ تا ۱۲۰۰ درجه سانتی گراد برسند تا به حالت مایع تبدیل شوند و در درزهای اتصال جریان یابند. برای فلزات پرکننده برنز و نقره، دما ممکن است در حدود ۸۰۰ تا ۹۵۰ درجه سانتی گراد باشد. برای فلزات پرکننده آلومینیوم، دما معمولاً در حدود ۶۰۰ تا ۷۰۰ درجه سانتی گراد است.
کوره باید به طور یکنواخت گرم شود تا از ایجاد تنش های حرارتی جلوگیری شود. پس از رسیدن به دمای مناسب، قطعات باید برای مدت زمان کافی در آن دما نگهداری شوند تا فلز پرکننده به خوبی درزها را پر کند و اتصال به خوبی شکل گیرد.
فشار
در بریزینگ کوره ای، فشار معمولاً در اثر عملیات فرآیند به طور مستقیم کنترل نمی شود، اما شرایط محیطی و تنظیمات کوره میتواند تأثیرگذار باشد.
برای جلوگیری از اکسیداسیون و بهبود کیفیت اتصال، معمولاً از گازهای محافظ یا محیط های کنترل شده در کوره استفاده می شود. گازهای محافظ مانند نیتروژن، آرگون، یا هیدروژن می توانند در کوره تزریق شوند تا اتمسفر کوره را کنترل کنند.
طراحی قطعات برای بریزینگ کوره ای
برای به دست آوردن اتصالات بریزینگ با کیفیت بالا، قطعات باید توسط مهندس بریزینگ به طور خاص برای بریزینگ کوره ای طراحی شوند. قطعات باید به طور دقیق با هم تطابق داشته باشند و فلزات پایه باید به طور استثنایی تمیز و عاری از خاک، کثیفی، روغن یا اکسیدها باشند.
در اکثر موارد، فاصله های مفصلی در حدود ۰.۰۳ تا ۰.۰۸ میلیمتر (۰.۰۰۲ تا ۰.۰۰۳ اینچ) برای بهترین عملکرد مویینگی و استحکام اتصال توصیه می شود. با این حال، در برخی از طراحی های مفصلی، فاصله های مفصلی تا حدود ۰.۶۱ میلی متر (۰.۰۲۴ اینچ) نیز رایج است.
تمیزی سطوح بریزینگ نیز از اهمیت حیاتی برخوردار است، زیرا هرگونه آلودگی می تواند باعث عدم پوشش مناسب شود. دو روش اصلی برای تمیز کردن قطعات قبل از بریزینگ عبارتند از: تمیز کردن قلیایی یا شیمیایی و تمیز کردن سایشی یا مکانیکی. در مورد تمیز کردن مکانیکی، حفظ زبری سطح مناسب بسیار مهم است، زیرا پوشش دهی بر روی سطح زبر به مراتب راحت تر از سطح صیقلی با همان هندسه انجام می شود.
انواع کوره بریزینگ
1.انواع کوره های بریزینگ بر اساس نحوه بارگیری و تخلیه قطعات
کوره های دسته ای (Batch Type Furnaces)
در کوره های دسته ای، قطعات به صورت مجموعه ای (دسته ای) بارگیری می شوند و پس از اتمام فرآیند، به طور کامل تخلیه می شوند. این کوره ها قابلیت روشن و خاموش شدن در صورت نیاز را دارند که باعث کاهش هزینه های عملیاتی در زمان عدم استفاده می شود. این کوره ها برای تولید با حجم متوسط تا زیاد مناسب هستند و انعطاف پذیری زیادی در نوع قطعاتی که می توان بریز کرد ارائه می دهند. برای کنترل اکسیداسیون و تمیزی قطعات می توان از اتمسفرهای کنترل شده یا فلاکس استفاده کرد.
کوره های پیوسته (Continuous Type Furnaces)
در کوره های پیوسته، قطعات به صورت مداوم و پیوسته وارد و خارج می شوند. این به معنای آن است که کوره به طور مداوم در حال کار است و قطعات به صورت پیوسته از آن عبور می کنند. این کوره ها اغلب با نوار نقاله تغذیه می شوند، که اجازه می دهد قطعات با سرعت کنترل شده از منطقه گرم عبور کنند. استفاده از اتمسفر کنترل شده یا هیدروژن خشک خالص در کوره های پیوسته رایج است. این کوره ها به دلیل نیاز بسیار کم به نیروی کار دستی، برای عملیات تولید با مقیاس بزرگ بهترین گزینه هستند.
جو داخلی کوره های بریزینگ نقش بسیار مهمی در کیفیت و نتیجه فرآیند بریزینگ دارد. جو داخلی به معنای نوع و ترکیب گازهایی است که در داخل کوره وجود دارد و میتواند به صورت مستقیم بر روی نتیجه نهایی تأثیر بگذارد. در فرآیند بریزینگ، جو داخلی معمولاً برای کنترل اکسیداسیون، آلودگی، و واکنش های شیمیایی به کار می رود.
2.انواع کوره های بریزینگ براساس جو یا اتمسفری که در آن ها ایجاد می شود
کوره های با اتمسفر کنترل شده (Controlled Atmosphere Furnaces)
کوره های با اتمسفر کنترل شده نوعی از کوره ها هستند که برای فرآیند های حرارتی از گازهای خاص به عنوان اتمسفر داخلی استفاده می کنند. این کوره ها به منظور بهبود کیفیت و کنترل دقیق شرایط محیطی طراحی شده اند. اتمسفر کنترل شده می تواند بسته به نیاز فرآیند و نوع مواد، شامل گازهای مختلف مانند نیتروژن، هیدروژن، یا ترکیبی از آن ها باشد.
کوره های با اتمسفر خلأ (Vacuum Furnaces)
کوره های با اتمسفر خلأ نوعی از کوره ها هستند که در آن ها فرآیند حرارتی تحت شرایط خلأ انجام می شود. این نوع کوره ها به دلیل توانایی در ایجاد و حفظ محیطی کاملاً بدون هوا و گازهای ناخواسته، در صنایع مختلف برای بهبود کیفیت و دقت فرآیند های حرارتی استفاده می شوند.
کوره های خلأ به طور معمول برای بریزینگ و عملیات حرارتی مواد با اکسید های بسیار پایدار که نمی توانند در کوره های اتمسفری بریز شوند، استفاده می شوند. بریزینگ در خلأ همچنین به طور گسترده ای برای مواد نسوز و ترکیبات آلیاژی خاص که برای کوره های اتمسفری مناسب نیستند، به کار می رود.
3.انواع کوره های بریزینگ کوره ای بر اساس نوع انرژی یا منبع گرما
کوره های برقی : از المنت های برقی برای تولید حرارت استفاده می کنند و برای کنترل دقیق دما مناسب هستند
کوره های گازی : از سوخت های گازی برای تولید حرارت استفاده می کنند و برای تولید سریع و هزینه های کمتر مناسب هستند.
کوره های ترکیبی : از ترکیب انرژی برقی و گازی برای بهینه سازی فرآیند حرارتی استفاده می کنند.
کوره های نوین : از فناوری های جدید مانند امواج مافوق صوت یا فناوری های نوین برای تولید حرارت استفاده می کنند. این کوره ها معمولاً در تحقیقات و کاربرد های خاص استفاده می شوند.
هر کوره با توجه به موارد مصرف می تواند ترکیبی از سه گروه کلی از تقسیم بندی ها باشد به عنوان مثال : کوره دسته ای خلأ برقی.
در شرکت ایده آرا ما به استفاده از تکنولوژی های پیشرفته برای ارائه محصولات با کیفیت و عملکرد برتر افتخار می کنیم. به همین منظور، از کوره های پیوسته برقی تحت جو کنترل شونده استفاده می کنیم که در بالاترین سطح استانداردهای صنعتی طراحی و اجرا شده اند.
از کوره های پیوسته استفاده می کنیم زیرا همانطور که گفته شد کوره های پیوسته نسبت به کوره های دسته ای حجم بیشتری از قطعات را پردازش می کند. با استفاده از کوره های پیوسته، می توانیم جریان مداوم و یکنواختی از بریز قطعات را فراهم کنیم. این امر منجر به افزایش بهره وری و کاهش زمان توقف های غیرضروری می شود، همچنین امکان کنترل دقیق و مداوم حرارت را فراهم می کند که به ما این امکان را می دهد که کیفیت محصولات را در هر مرحله از تولید حفظ کنیم و به استاندارد های بالا دست یابیم.
این کوره ها به طور مداوم و بهینه عمل می کنند که به معنای کاهش هزینه های انرژی و عملیات است.
از کوره های با اتمسفر کنترل شده استفاده می کنیم تا بالاترین کیفیت و دقت را در فرآیندهای حرارتی خود تضمین کنیم. این کوره ها با محیطی کاملاً کنترل شده، از جمله گازهای خاص برای جلوگیری از اکسیداسیون و آلودگی، به ما امکان می دهند که محصولات شما را با کیفیتی بی نظیر و عملکرد عالی تولید کنیم.
و از کوره های برقی استفاده می کنیم زیرا امکان کنترل دقیق دما را فراهم می کند.
برای مشاوره و اطلاعات بیشتر درباره خدمات ما، با ما تماس بگیرید و به جمع مشتریان راضی ما بپیوندید. با ایده آرا، آینده ای از کیفیت و نوآوری را تجربه کنید.

کنترل کیفیت در بریزینگ کوره ای
کنترل کیفیت در بریزینگ کوره ای شامل مراحل مختلفی است که باید به دقت دنبال شود تا از صحت و استحکام اتصالات اطمینان حاصل شود. ابتدا، مواد اولیه مانند فلزات و فلاکس ها باید از نظر کیفیت بررسی شوند تا مطابق با استاندارد های مورد نیاز باشند. در طول فرآیند بریزینگ، دما و زمان باید دقیقاً کنترل شود تا اطمینان حاصل شود که اتصالات به درستی و با کیفیت بالا انجام می شوند. بررسی های بصری و آزمایش های مکانیکی و حرارتی نیز برای ارزیابی استحکام و دوام اتصالات ضروری است.
علاوه بر این، تعمیر و نگهداری منظم کوره و تجهیزات مرتبط نیز نقش مهمی در کنترل کیفیت دارد. بازرسی های دوره ای، تمیزکاری، تعویض قطعات فرسوده و کالیبراسیون دستگاه ها از جمله اقداماتی هستند که باید به صورت منظم انجام شوند. این اقدامات پیشگیرانه به شناسایی زود هنگام مشکلات و جلوگیری از خرابی های ناگهانی کمک می کنند، که می تواند از نقص در کیفیت تولید جلوگیری کند.
مستندسازی دقیق تمامی مراحل و نتایج آزمایش ها و فعالیت های تعمیر و نگهداری نیز به پیگیری وضعیت تجهیزات و بهبود مستمر فرآیند ها کمک می کند. این ترکیب از کنترل فرآیند و نگهداری تجهیزات، تضمین می کند که محصولات نهایی با کیفیت بالا و مطابق با استاندارد های مورد نیاز تولید شوند.
چکیده
بریزینگ کوره ای (Furnace Brazing) یک فرآیند حیاتی در اتصال فلزات است که در آن قطعات فلزی همراه با فیلر در کوره ای با دمای کنترل شده قرار می گیرند. این روش به دلیل دقت بالا، امکان کنترل فرآیند و جلوگیری از اکسیداسیون و آلودگی، در صنایع مختلف از جمله خودروسازی، هوافضا، الکترونیک و تجهیزات پزشکی اهمیت ویژه ای یافته است.
بریزینگ کوره ای با استفاده از جو های محافظ مانند هیدروژن، نیتروژن و آرگون و همچنین سیستم های خلاء، به تولید اتصالات با کیفیت و قابل اطمینان کمک می کند. پیشرفت های اخیر در طراحی کوره ها و توسعه فلزات فیلر نوین، کارایی این فناوری را به طور چشمگیری افزایش داده است. این مقاله به بررسی اصول، مزایا، چالش ها و کاربرد های بریزینگ کوره ای پرداخته و اهمیت آن در تولید قطعات صنعتی با کیفیت بالا را برجسته می کند.
بریزینگ القائی
بریزینگ القائی
بریزینگ القائی فرآیندی است که در آن دو یا چند ماده توسط یک فلز پرکننده که نقطه ذوب کمتری نسبت به مواد پایه دارد با استفاده از گرمایش القایی به یکدیگر متصل میشوند. در گرمایش القایی، معمولاً مواد به سرعت به وسیله میدان الکترومغناطیسی که توسط جریان متناوب از یک سیم پیچ القایی ایجاد می شود،گرم می شوند.
مواد و کاربردها
بریزینگ القائی برای بسیاری از مواد فلزی مناسب است، به طوری که مواد مغناطیسی راحت تر گرم می شوند. در مواردی که مواد سرامیکی دخیل هستند گرم شدن بیشتر به وسیله هدایت حرارت از قطعات فلزی اطراف یا استفاده از یک جاذب حرارتی رخ می دهد.
طبق گفته آزمایشگاه های کابردی گروه Ambrell درباره فلزات پرکننده : نقره به دلیل نقطه ذوب پایین آن اغلب برای لحیم کاری سخت القایی مورد استفاده قرار می گیرد. بریزهای یوتکتیک نقره-مس دمای ذوب بین 600 درجه سانتی گراد تا 900 درجه سانتی گراد دارند. بریز آلومینیومی، با کمترین استفاده، دمای ذوبی بین 565 درجه سانتی گراد تا 615 درجه سانتی گراد را دارد. بریز مس، که ارزانترین است، دارای دمای ذوب 704 درجه سانتی گراد تا 1176 درجه سانتی گراد است.
فلز پرکننده میتواند به صورت دستی اعمال شود، اما به دلیل اینکه تولید نیمه اتوماتیک رایج تر است، از اتصال پیشبارگذاری شده بیشتر استفاده میشود تا سرعت عملیات افزایش یابد و پیوند یکنواختتری ایجاد شود.
مزایای بریزینگ القائی
دلایل خاصی برای استفاده از گرمایش القایی در بریزینگ صنعتی وجود دارد. این دلایل شامل گرمایش انتخابی، کیفیت بهتر اتصالات، کاهش اکسیداسیون و نیازبه تمیز کاری با اسید، چرخه های گرمایشی سریع تر، نتایج یکنواخت تر و مناسب بودن برای تولید در حجم زیاد می باشد.
گرمایش انتخابی
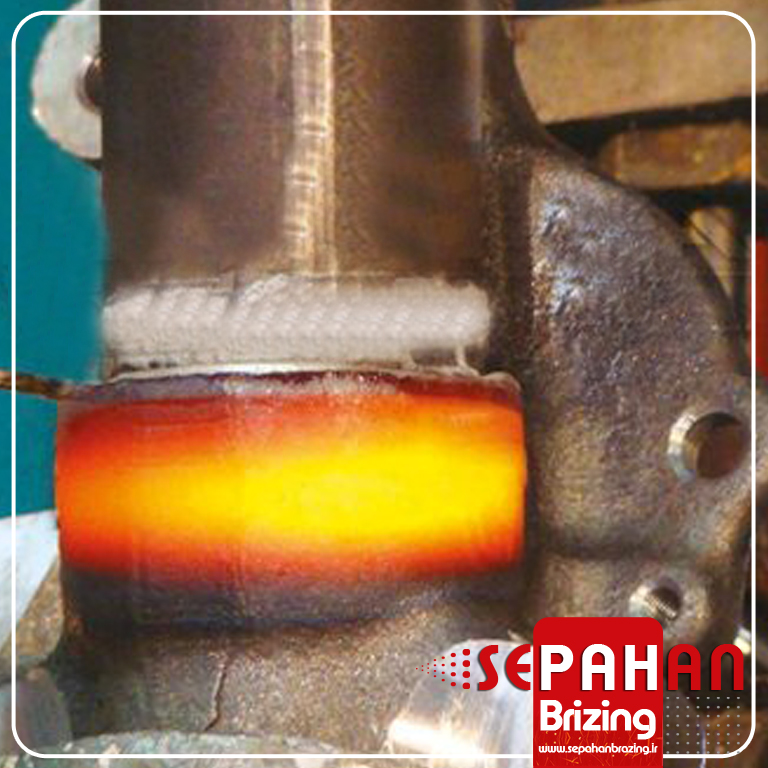
بریزینگ القایی می تواند به صورت هدفمند برای ایجاد حرارت در نواحی بسیار کوچک در محدوده تلورانس های تولیدی دقیق استفاده شود. تنها نواحی نزدیک به محل اتصال در قطعه گرم میشوند و سایر قسمتهای قطعه تحت تأثیر قرار نمیگیرند. از آنجایی که تماس مستقیم با قطعه وجود ندارد، احتمال شکستگی کاهش می یابد. عمر اتصالات به طور قابل توجهی افزایش می یابد زیرا مشکلات ناشی از قرار گرفتن مکرر در معرض گرما (مانند اعوجاج و خستگی فلز) از بین می رود. این مزیت به ویژه در فرآیندهای بریزینگ در دمای بالا بسیار مهم می شود.
با طراحی کارآمد کویل، نصب دقیق و قرار دادن قطعات ثابت، امکان تامین همزمان گرما در مناطق مختلف یک قطعه وجود دارد.
اتصالات با کیفیت بهتر
گرمایش القایی با جلوگیری از جاری شدن پرکننده در مناطقی که نباید جریان داشته باشد، اتصالات تمیز و ضد نشتی ایجاد می کند. این توانایی برای ایجاد اتصالات تمیز و قابل کنترل یکی از دلایل استفاده گسترده از بریزینگ القایی برای کاربردهای با دقت بالا و با قابلیت اطمینان بالا است.
کاهش اکسیداسیون و نیاز به تمیز کردن
گرمایش با شعله در یک جو معمولی باعث اکسیداسیون، پوسته پوسته شدن و تجمع کربن روی قطعات می شود. برای تمیز کردن قطعات، اعمال جریانات القائی ضعیف کننده و حمامهای گران قیمت اسیدی به طور سنتی لازم بودهاند. کوره های خلأ این مشکلات را حل می کنند، اما به دلیل اندازه بزرگ، راندمان ضعیف و عدم کنترل کیفیت، محدودیت های قابل توجهی دارند. لحیم کاری سخت با استفاده از گرمایش القایی هم اکسیداسیون و هم نیاز به تمیزکاری پرهزینه را کاهش می دهد، به ویژه زمانی که از چرخه خنک شدن سریع استفاده می شود.
گرمایش سریع
از آنجایی که فرآیند بریزینگ القایی در مقایسه با سایر روش های بریزینگ بسیار کوتاه است، می توان قطعات بیشتری را در همان زمان پردازش کرد و گرمای کمتری به محیط اطراف منتشر می شود. سیستم بریزینگ القایی به سرعت گرمای موضعی را برای به حداقل رساندن تاب برداشتن و اعوجاج قطعات ارائه می دهد.
نتایج یکنواخت
لحیم کاری سخت القایی یک فرآیند بسیار تکرارپذیر است زیرا متغیرهایی مانند زمان، دما، آلیاژ، اتصالات و موقعیت قطعات بسیار قابل کنترل هستند. منبع تغذیه داخلی از تامین کننده توان RF می تواند برای کنترل زمان فرآیند استفاده شود و کنترل دما می تواند با پیرومترها، سنسورهای دمای بصری یا ترموکوپل ها انجام شود. برای فرآیندهایی که شامل تولید تعداد متوسط تا بالایی از قطعات یکسان هستند، اغلب از یک سیستم کنترل خودکار استفاده می شود تا یکنواختی را بهبود دهد و به حداکثر برساند.
در بیشتر موارد،بریزینگ القایی در هوای آزاد انجام می شود، اما در صورت لزوم می توان آن را در یک جو کنترل شده نیز انجام داد تا قطعات کاملاً تمیز و عاری از اکسیداسیون باشند. بریزینگ القایی به طور کلی با دو قطعه فلز مشابه بهترین عملکرد را دارد. فلزات غیرمشابه را نیز می توان با بریزینگ القایی به یکدیگر متصل کرد، اما نیاز به توجه و تکنیک خاصی دارند. این به دلیل تفاوت در مقاومت، نفوذپذیری مغناطیسی نسبی و ضرایب انبساط حرارتی مواد است.
عملیات فوق بریزینگ القایی تیغه های تنگستن به پایه فولادی می باشد و همانطور که مشاهده می کنید تعداد 40 عدد تنگستن بر روی یک پایه به طول 100cm با فیلر نقره بریز می شوند. بهترین فرآیند برای تولید اینگونه قطعات بریزینگ القایی می باشد زیرا در این فرآیند نیاز به گرم کردن کل قطعه نیست و فقط ناحیه مورد نیاز حرارت می بیند و مجموعه ما قادر به انجام آن با بهترین کیفیت و مناسب ترین قیمت برای شما می باشد.
مراحل ضروری بریزینگ القائی
- طراحی صحیح اتصال به طوری که در دمای بریزینگ ، دمای ذوب فلز پرکننده، فاصله ای در حدود 40 تا 125 میکرومتر بین دو سطح وجود داشته باشد تا امکان فرآیند موئینگی و ترشوندگی فراهم شود.
- تمیز کردن سطوح مواد متصل شونده
- فلاکس زدن به هر دو قطعه
- مونتاژ قطعات و حلقه فیلر و قرار دادن مجموعه در کویل یا مونتاژ قطعات و اضافه کردن فیلر هنگام گرمایش القایی
محدودیت های بریزینگ القائی
محدودیتهای لحیمکاری القایی شامل موارد زیر است:
- سختی در گرمکردن مونتاژهای پیچیده
- نیاز به فاصله نسبتاً یکنواخت بین قطعات
- هزینه اولیه تجهیزات
- نیاز به دانش تخصصی برای طراحی سیستم
به عنوان مثال برای مونتاژهای پیچیده که شامل چندین اتصال لحیمکاری سخت و هندسه خاص هستند، ممکن است استفاده از گیرههای بریزینگ القایی دشوار باشد و بریزینگ در کوره گزینه عملیتری باشد.
تجهیزات
موفقیت در بریزینگ القایی نیازمند توزیع مناسب حرارت در تمامی اجزای اتصال در یک مونتاژ است. این امر به طور عمده به طراحی کویل، نرخ گرمایش، رسانایی الکتریکی و حرارتی مواد متصل شونده و جرم زیربخش های درگیر، وابسته است. علاوه بر این، موفقیت در بریزینگ به انتخاب مناسب فلز پرکننده بریزینگ و در صورت استفاده، فلاکس بستگی دارد.
اجزای اصلی در یک سیستم بریزینگ القایی عبارتند از منبع تغذیه و کویل القایی (یا القاگر) و به طور اختیاری، سیستم بازخورد/کنترل دما نیز ممکن است به سیستم افزوده شود. این اجزا به شرح زیر توضیح داده شده اند:
منبع تغذیه (Power Supply)
- منبع تغذیه انرژی الکتریکی را به انرژی مغناطیسی تبدیل می کند که برای گرم کردن قطعات استفاده می شود. منابع تغذیه مختلفی با توان ها و فرکانس های متفاوت وجود دارند که با توجه به نیاز های خاص هر پروژه انتخاب می شوند.
کویل القایی (Induction Coil)
- کویل القایی یا سیم پیچ، میدان مغناطیسی لازم برای گرم کردن قطعات را تولید می کند. طراحی و شکل کویل باید به گونه ای باشد که توزیع حرارت به طور یکنواخت و مؤثر صورت گیرد. کویل ها بسته به طراحی قطعات و نیازمندی های پروژه می توانند به اشکال و اندازه های مختلف باشند.
سیستم بازخورد/کنترل دما (Temperature Feedback/Control System)
- این سیستم به منظور نظارت و کنترل دقیق دمای قطعات در حین فرآیند بریزینگ استفاده می شود. استفاده از حسگر های دما و کنترلر های دیجیتال می تواند به بهبود دقت و کیفیت نهایی اتصال کمک کند.
فلز پرکننده بریزینگ و فلاکس (Filler and Flux)
انتخاب مناسب فلز پرکننده بریزینگ و در صورت استفاده، فلاکس، بسیار مهم است. فلز پرکننده باید دارای دمای ذوب مناسبی باشد که با دمای کاری مواد پایه سازگار باشد و همچنین قابلیت تر شوندگی و جریان خوبی داشته باشد. فلاکس نیز برای تمیز کردن و جلوگیری از اکسیداسیون سطحی در حین بریزینگ استفاده می شود.
گیرهها و فیکسچرها (Clamps and Fixtures)
گیرهها و فیکسچرها برای نگه داشتن قطعات در موقعیت صحیح در طول فرآیند بریزینگ استفاده می شوند. این ابزارها باید طوری طراحی شوند که ضمن اطمینان از تماس کامل قطعات، اجازه دهند مواد لحیم به خوبی جریان پیدا کند.
انواع گیرهها و فیکسچرها
گیره های مکانیکی
- گیره های پیچشی (Screw Clamps): برای نگه داشتن قطعات با فشار قابل تنظیم
- گیره های فنری (Spring Clamps): برای اعمال فشار مداوم و یکنواخت
فیکسچرهای سفارشی
- فیکسچرهای جوشکاری (Welding Fixtures): برای پروژه های خاص طراحی می شوند تا قطعات را دقیقاً در موقعیت صحیح نگه دارند.
- فیکسچرهای قابل تنظیم (Adjustable Fixtures): برای پروژه هایی که نیاز به تنظیم دقیق موقعیت قطعات دارند.
سیستم خنککننده (Cooling System)
سیستم خنک کننده برای جلوگیری از داغ شدن بیش از حد تجهیزات و اطمینان از عملکرد پایدار دستگاه ها ضروری است. این سیستم ها معمولاً شامل پمپ های آب و مبدل های حرارتی هستند.
کنترلرهای فرآیند (Process Controllers)
کنترلرهای دیجیتالی برای تنظیم و کنترل دقیق دما، زمان و سایر پارامترهای فرآیند بریزینگ استفاده می شوند. این کنترلرها میتوانند برنامه ریزی شوند تا فرآیند بریزینگ به طور خودکار و با دقت بالا انجام شود.
تجهیزات و گیره های بریزینگ القایی نقش حیاتی در اطمینان از اتصالات قوی و با کیفیت دارند. انتخاب صحیح تجهیزات و تنظیمات مناسب می تواند به بهبود کارایی، دقت و کیفیت نهایی بریزینگ کمک کند.
انتخاب دستگاه بریزینگ القایی مناسب
برای پیدا کردن یک تولید کننده مناسب دستگاه بریزینگ القایی باید عوامل زیر را در نظر بگیرید:
- نوع و اندازه قطعاتی که می خواهید بریز کنید. دستگاه های بریزینگ القایی مختلف ممکن است توان، فرکانس، طراحی کویل، و تنظیمات زمان گرمایش متفاوتی داشته باشند که برای قطعات و مواد مختلف مناسب هستند.
- حجم و سرعت فرآیند تولید شما. دستگاه های بریزینگ القایی می توانند از دستی تا نیمه اتوماتیک تا کاملاً اتوماتیک متغیر باشند، بسته به اینکه چند قطعه در هر ساعت یا هر روز نیاز دارید تا بریز شود.
- کیفیت و قابلیت اطمینان دستگاه های بریزینگ القایی. ممکن است بخواهید قبل از خرید، شهرت، گواهینامه ها، ضمانت نامه، و خدمات پس از فروش تولید کننده دستگاه بریزینگ القایی را بررسی کنید.
- هزینه و بهره وری انرژی دستگاه های بریزینگ القایی. دستگاه های بریزینگ القایی میتوانند بسته به ویژگی ها، عملکرد و کیفیت خود قیمت های متفاوتی داشته باشند. همچنین ممکن است بخواهید مصرف انرژی و هزینه های نگهداری دستگاه های بریزینگ القایی مختلف را مقایسه کنید.
- client: حمید علوی
- Location: تهران
- Surface Area: حشمتیه
- Architect: سیامک انصاری
- Year Of Complited: 1398
- Project Value: 50 میلیارد

جدیدترین مقالات در صنعت جوش بریزینگ
بریزینگ چیست ؟
بریزینگ چیست ؟بریزینگ بهطورکلی به معنای اتصال دو فلز به یکدیگر با استفاده...
انواع جوش بریزینگ
انواع جوش بریزینگ تقسیمبندی عملیات جوش بریزینگ بر اساس نحوه حرارتدهی به شکلهای متفاوتی...
بریزینگ کوره ای
بریزینگ کوره ای بریزینگ کوره ای (Furnace Brazing) یک فرآیند بریزینگ است که در آن...
گرمایش القایی
گرمایش القاییگرمایش القایی یک روش سریع، کارآمد، دقیق، تکرارپذیر و غیرتماسی برای گرم...
چرا از بریزینگ استفاده کنیم ؟
چرا از بریزینگ استفاده کنیم ؟ بریزینگ یک راه اقتصادی و اثبات شده برای...










